Представляем вашему вниманию оправку для замены направляющих втулок клапанов на ВАЗ. Она станет вам полезной, когда вы захотите поменять направляющие втулки в головке автомобиля ВАЗ.
Оправка для запресовки направляющих втулок клапанов ВАЗ
Спасибо за подписку!
Признаками необходимости замены направляющих втулок является:
- Поперечный люфт клапана во втулке
- Шум (стук)
- Повышенный расход масла, не смотря на новые маслосъемные колпачки

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Читайте в этой статье
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
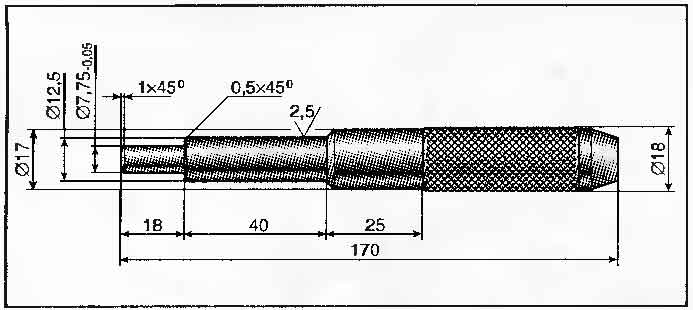
;:;lr.;r.r.-.r.iZ3t лов, например алюминиесо S вой бронзы. 175 Втулки из сплавов цветных металлов обеспечивают более интенсивный отвод тепла от Рис.4. Оправка для запрессовки и выпрессовки направляющих стержня клапана и лучше втулок клапанов двигателей ВАЗ-2101. -2108, -21081, работают в условиях де -21083,-1111,-11112 и двигателей МеМЗ-245.фицита смазки. Поэтому они закономерно чаще применяются в более форсированных двигателях. Двигатель может иметь и чугунную головку блока цилиндров (например, на автомобиле "Опель-РекордЕ". В этом случае нет необходимости в специальных направляющих втулках – они выполнены заодно с головкой. Сравните втулки на рис. 1 и 2. Наружный диаметр втулок "Ауди" равен 12 мм, а не 14 мм, как у чугунных втулок ВАЗ. Усилие запрессовки латунных втулок в два-три раза меньше, чем чугунных, тем не менее их посадка в головке блока вполне надежна. Обратите внимание и на место посадки маслоотражательных колпачков (на этих двигателях они одинаковые, взаимозаменяемые). На втулку, показанную на рис. 2, колпачок напрессовывается без ударов, простым нажатием через оправку, и очень надежно здесь держится. Недостатки чугунных втулок известны – это необходимость посадки колпачка значительным усилием, при том, что такая посадка на втулке не всегда надежна. Каковы условия посадки втулок? Здесь взгляды двигателистов могут быть различными. Если втулки двигателей ВАЗ запрессовывают при комнатной температуре, то головку двигателя МеМЗ-969А рекомендуют перед этим нагреть до 190-210°С, го-СОЗА РУЛЕМ 6/96 117 20 1^45° 1,25/.ЩИ,> – – -35 юо-40 5×45°,5Ч175I"i’."
. "-. ;:;":СО1х 45°СОНакатка / R8,со SШШтжт» т . ‘. .„.„„.„. „. _5Ш«16fujLri>|«|Рис. 5. Оправка для запрессовки и выпрессовки направляющих втулок клапанов "Ауди-100".Рис. 8. Гайка верхняя.,со S16.О5. i58’1 7. CD :sРис. 6. Оправка для запрессовки направляющей втулки клапана двигателя на автомобилях ВАЗ, ЗАЗ: 1 – стержень от изношенного клапана; 2 – оправка. ловку двигателя МеМЗ-245 – до 165-175°. Головку блока цилиндров БМВ нагревают до 50°, зато чугунные втулки охлаждают до минус 150°.Рис. 9. Оправка для запрессовки направляющих втулок клапанов ВАЗ.CN СП,16,О5" 6,2,ю см" 8 шКОГДА ВТУЛКИ ПОРА МЕНЯТЬ?О поломках не говорим. Но и те втулки, что служат вполне благополучно, в конце концов изнашиваются,8и S,зРис. 10. Оправка для запрессовки направляющих втулок клапанов "Ауди-100". зазор между втул5 кой и стержнем R8 клапана увеличиV вается. Как опре / со Iг делить величину < Но, допустим, вы сумели приобрести фирменные втулки. Как заменить ими старые?ИТАК, МЕНЯЕМ. Обычно рекомендуется выпрессовывать старые втулки оправками, показанными на рис. 4, 5. Их же используют и для запрессовки. Тем не менее последнюю операцию лучше делать с помощью оправки, представленной на рис. 6. В такой конструкции применен стержень изношенногоРис. 7. Запрессовка направляющей втулки клапана без применения ударов: 1 – гайка верхняя; 2 – оправка; 3 – направляющая втулка; 4 – шпилька; 5 – упор в седло клапана; 6 – гайка нижняя.118ЗА РУЛЕМ 6/96
Права и использование
Архив 4.0 © 1928 — 2013 «Зарулем». Все права защищены.
Использование материалов сайта допускается только с разрешения ООО «Издательство «За рулем».