2.2.1.3. Осмотр, проверка и ремонт головки блока цилиндров
| ОБЩИЕ СВЕДЕНИЯ |
После разборки головки блока промыть все детали в бензине. Очистить камеры сгорания и клапаны от нагара.
Проверить с помощью металлической линейки и щупов, не нарушена ли плоскость головки, прилегающей к блоку цилиндров. Линейку ставят ребром на поверхность головки вдоль, поперек и по диагонали в разных местах и измеряют щупом зазор между ней и плоскостью головки. Если зазор превышает 0,1 мм, головку нужно прошлифовать.
Измерение высоты головки блока цилиндров

Минимальная допустимая высота головки блока:
– для двигателей МН и 2G между верхней и нижней плоскостями 135,6 мм;
– для остальных двигателей между нижней кромкой отверстия под сальник распредвала и нижней плоскостью 119,3 мм.
Если в результате шлифовки высота головки блока получилась меньше указанной, то головку нужно заменить.
Проверить боковой зазор между клапанами и направляющими втулками. Для этого вставить клапан в направляющую втулку так, чтобы конец стержня клапана был заподлицо с верхним краем втулки. Затем, покачивая клапан в горизонтальной плоскости от упора до упора, измерить индикатором величину перемещения тарелки клапана, которая и покажет зазор. Если зазор превышает 1 мм для втулок впускных клапанов и 1,3 мм для втулок выпускных, втулки нужно заменить. Перед тем как выпрессовать старую направляющую втулку, нужно измерить, на какую величину она выступает из головки блока, для того чтобы также установить новую втулку. Выпрессовывать втулку нужно через оправку. Перед запрессовкой новой направляющей втулки нужно нагреть головку блока до 70° С, смазать моторным маслом отверстие в головке и новую втулку. Запрессовывать новую втулку следует через оправку. Максимальное допустимое усилие запрессовки 1 т. После запрессовки втулки проверить и, если необходимо, рассверлить отверстие под клапан.
Измерение расстояния (a) между торцем стержня клапана и верхней плоскостью головки блока цилиндров

Размеры седла клапана

b – расстояние от поверхности головки блока до наружного диаметра седла;
с – ширина рабочей фаски седла;
z – нижняя плоскость головки блока цилиндров
Проверить состояние седел клапанов, на них не должно быть следов износа или обгорания. При необходимости можно прошлифовать седла. Шлифовку производят на специальном шлифовальном станке или специальной машинкой. На двигателях с гидротолкателями клапанов при шлифовке нужно выдержать минимальный размер «а» (см. рис. Измерение расстояния между торцем стержня клапана и верхней плоскостью головки блока цилиндров). Размер «а» для впускных клапанов 35,8 мм, для выпускных – 36,1 мм. Если размер «а» будет меньше указанного, нарушится нормальная работа гидротолкателей. Уменьшение рабочей фаски седла клапана, таким образом, не должно превышать величину, равную разности между размером «а» до шлифовки и минимально допустимой величиной размера «а». Если шлифовкой не удается восстановить седла клапанов, их можно профрезеровать с последующей притиркой клапанов. Размеры седел клапанов показаны на рис. Размеры седла клапана.

b – диаметр стержня;
с – длина клапана
Проверить состояние клапанов. Если на рабочих фасках клапанов заметны следы износа или обгорания, их нужно притереть к седлам. Если повреждение рабочей фаски значительное, фаски впускных клапанов можно прошлифовать. Рабочие фаски выпускных клапанов шлифовать запрещается, допускается только притирка. Если притиркой не удается восстановить рабочую фаску выпускного клапана, его нужно заменить. Если на рабочей фаске клапанов есть глубокие царапины, которые невозможно вывести шлифовкой или притиркой, а также клапаны погнуты, прогорели или имеют трещины, клапаны подлежат замене. При обработке клапанов необходимо выдержать указанные размеры (см. рис. Размеры клапана).
Притирка клапана к седлу
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Надеть на клапан пружину. |
| 2. Нанести на рабочую фаску клапана притирочную пасту, представляющую собой смесь мелкого наждачного порошка с моторным маслом. |
| 3. Вставить клапан с пружиной в головку блока, пружина при этом должна отжимать клапан от седла. |
| 4. Надеть на стержень клапана приспособление для притирки или на тарелку клапана резиновую присоску. |
| 5. Поворачивать клапан с помощью приспособления или присоски в обе стороны, периодически слегка прижимая клапан к седлу. |
| 6. При притирке не снимать с рабочей фаски клапана и седла слишком много металла, поскольку уменьшается возможное количество ремонтов седла и клапана и тем самым сокращается срок их службы. |
| 7. К концу притирки нужно уменьшить количество наждачного порошка. Когда притертые поверхности станут совершенно гладкими и примут ровный серый цвет, притирку вести на чистом моторном масле. |
| 8. Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана и седла. После притирки протереть седло и клапан чистой тряпкой. |
| 9. Чтобы проверить герметичность притертого клапана, нужно установить его в головку блока вместе с пружиной и сухарями. После этого положить головку на бок и залить в канал, закрываемый клапаном, керосин. Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным. |
Проверить состояние пружин клапанов. Пружины, имеющие трещины, или поломанные должны быть заменены. Можно сравнить высоту пружины с высотой новой пружины. Если пружина, снятая с двигателя, ниже новой, ее нужно заменить.
Осмотреть рычаги клапанов. Если на них заметен износ в месте контакта рычага с кулачком распредвала, рычаг заменить. Если на поверхности контакта рычага с клапаном заметна вмятина, поверхность рычага нужно прошлифовать.
Осмотреть распределительный вал. Если на кулачках и шейках есть глубокие царапины, выработки или задиры, вал заменить. Установить вал в подшипники головки блока и измерить боковой зазор между валом и пластиной крепления распределителя зажигания (у двигателей МН и 2G – между валом и крышкой подшипника № 3). Если зазор превышает 0,15 мм, заменить вал или пластину.
Измерить диаметры шеек распредвала, которые должны быть равны:
– передняя шейка – 31,45 мм;
– средняя шейка – 39,95 мм;
– задняя шейка – 40,45 мм.
Максимально допустимый износ шеек 0,25 мм. Распредвал двигателей МН и NU имеет литое кольцо между кулачками первого цилиндра. Диаметр шеек распредвала двигателей МН и 2G (с гидротолкателями клапанов) 26,0 мм, минимальный допустимый размер шеек 25,75 мм. Если измеренный диаметр меньше допустимого, заменить. Проверить биение вала, установив его на призмы, по средней шейке. Допустимое биение вала 0,02 мм. Если биение больше, заменить вал. Проверить и, если необходимо, прочистить масляные каналы в шейках вала.
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подачи сжатого воздуха. Заглушить все отверстия в головке деревянными пробками, опустить головку в ванну с водой и подавать воздух. В местах, где есть трещины, будут выходить воздушные пузыри. Точно так же проверить масляные каналы в головке блока.

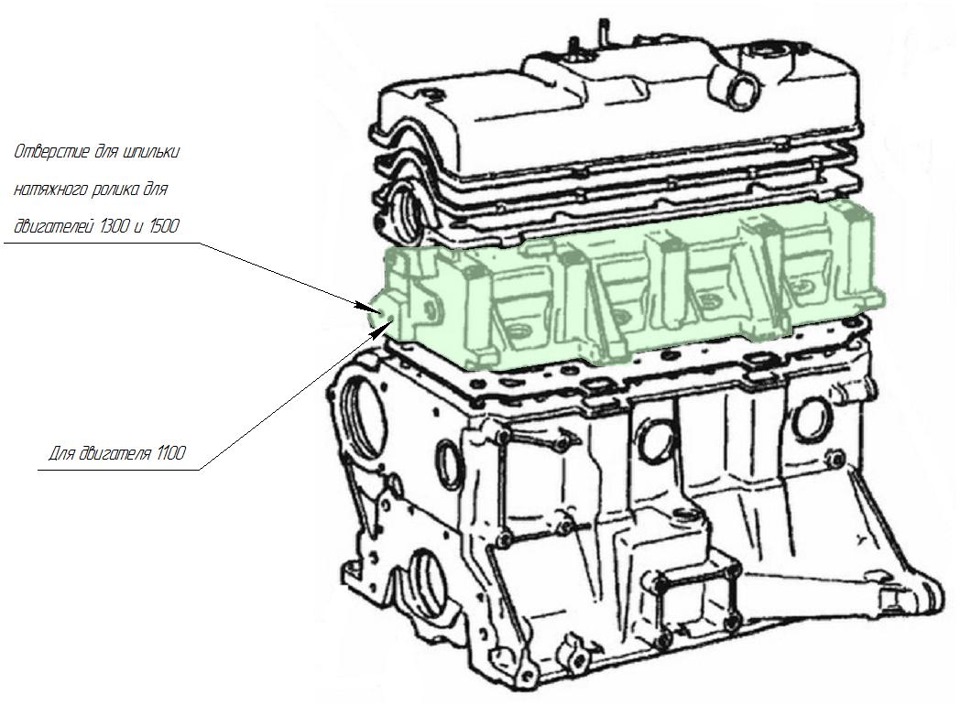
ГБЦ 21081 устанавливали на блоки 2108 и 21081 (1300 и 1100), ГБЦ 21083 устанавливают на блок 21083 (1500). До 1991 года на блок 21083 устанавливалась головка 2108, которая полностью аналогична своими характеристиками ГБЦ 21083. В ГБЦ 21081 два резьбовых отверстия под шпильку натяжного ролика зубчатого ремня. Так как высота блока цилиндров разная, а ремень ГРМ применяется одного типа (111х19) на двигателях, то устанавливать шпильку необходимо:
-для двигателей 1300 в левое резьбовое отверстие (если смотреть на блок с торца), которое ближе к салону;
-для двигателя 1100 в правое, которое ближе к радиатору.
ГБЦ мотора 21083 (1500) подходит для двигателей 2108 и 21081, так как посадочные места одинаковые. С ГБЦ "1500" увеличивается мощность и крутящий момент на 3-6% двигателей "1100" и "1300".

Однако если все-таки устанавливать головку от "1500" на более "слабых" родственников, то стоит уделить внимание натяжению и установке ремня ГРМ. Если при установке фаз газораспределения ошибиться хотя бы на один зуб, то впускные клапана увеличенного диаметра могут коснуться днища поршня, при этом большая вероятность повреждения клапанов и поршней, что влечет за собой ремонт двигателя.

На днище поршня мотора 21083 предусмотрены специальные выемки в которые попадают тарелки клапанов при обрыве зубчатого ремня или неправильно установленных фазах. На поршнях двигателей 21081 и 2108 изначально выемки не делались.
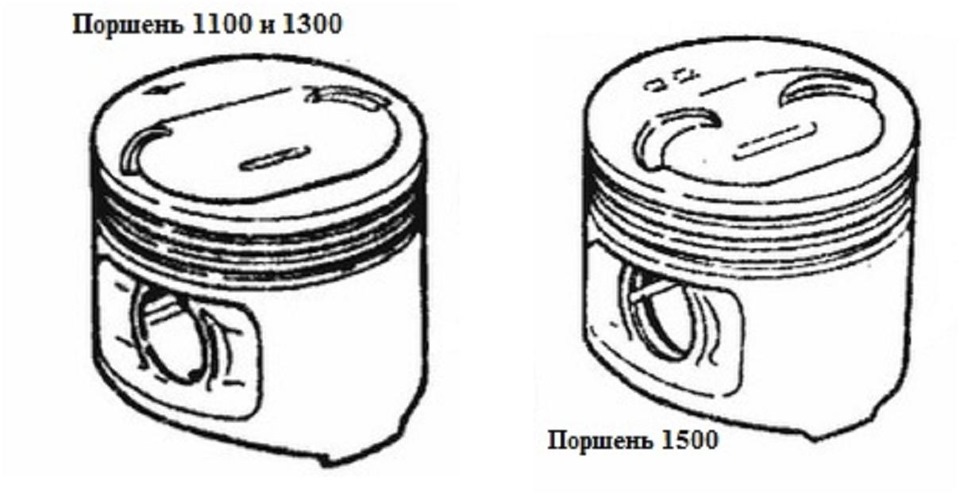
На более поздних двигателях появились небольшие выемки, предотвращающие встречу клапанной тарелки и поршня при смещении фаз, но не более чем на 2 зуба по шкиву распредвала. Сделать выемки глубже — на весь ход клапана, либо шире — под впускные клапана ГБЦ 21083, диаметр которых 37 мм вместо 35 мм, нецелесообразно. Это невозможно так как в двигателях 1100 и 1300 поршни в блоке поднимаются высоко и не достают до привалочной плоскости блока на расстояние в два раза меньше чем у двигателя 1500. Если сделать выемки на полный ход клапанов, как это сделано на поршнях от 1500, то они получились бы слишком глубокими, тем самым повлияли бы отрицательно на сгорание рабочей смеси. Что в свою очередь вызовет потерю мощности. Поэтому мастере — кулибины которые протачивают выемки в стандартных поршнях скорее не повышают ресурс двигателя, а снижают его. Днище поршня в местах выемок становится тоньше, поршень быстрее прогорит, чем получит повреждения от оборванного ремня.
UPD 09.06.2019
Приведу графики на которых видно как изменится мощность и крутящий момент после установки ГБЦ 21083 на блок 2108.
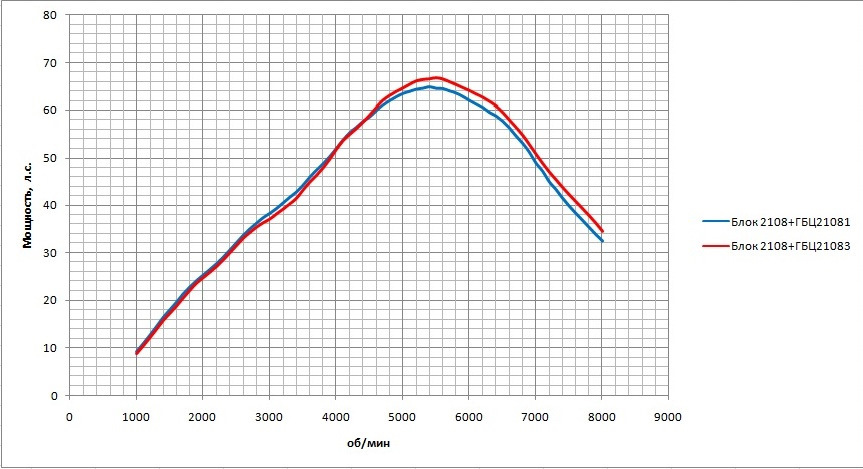
Как видно из приведенного выше графика, блок 2108 с ГБЦ 21083 выдает больше мощности чем блок 2108 с ГБЦ 21081 (завод) на оборотах от 4500 об/мин и выше. На оборотах до 4500 об/мин немного проигрывает заводской конфигурации.
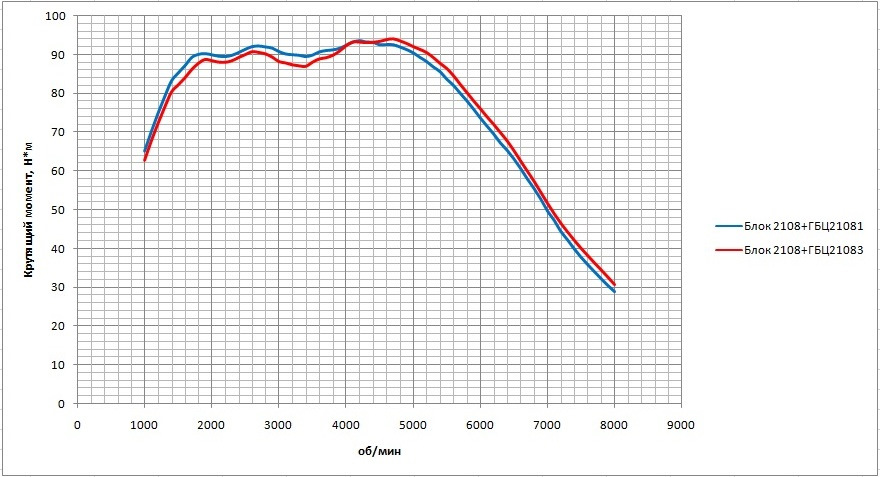
На графике крутящего момента лучше видно превосходство ГБЦ 21083 на оборотах свыше 4500 об/мин. На низах с ГБЦ 21081 блок 2108 выдает больше крутящего момента.
Также возможен вариант установки на блок 2108 ГБЦ 11183, все параметры которой точно повторяют ГБЦ 21083 за исключением объема камеры сгорания, у этой головки он больше. График с этой ГБЦ не привел, так как получается что то среднее между 21081 и 21083.
Объем КС:
ГБЦ 21081 = 21
ГБЦ 21083 = 23
ГБЦ 11183 = 26
Степень сжатия (геометрическая):
блок 2108+гбц 21081 = 9,93
блок 2108+гбц 21083 = 9,46
блок 2108+гбц 11183 = 8,84
Превосходство ГБЦ 21083 на высоких оборотах достигается за счет лучшего наполнения цилиндров рабочей смесью за счет впускных каналов и клапанов большего диаметра. Диаметр впускного канала ГБЦ 21081 = 30,5 мм, сужается до 28 мм в месте привалочной плоскости впускного коллектора. У ГБЦ 21083 = 32 мм, сужается до 31 мм. Диаметр выпускных каналов одинаков, и составляет 27 мм на всем протяжении канала.
По посадочным местам блока цилиндров головки взаимозаменяемые. Выпускные клапана и каналы одинаковые. Впускные клапана отличаются размером: ВАЗ-2108 – 35 мм, ВАЗ-21083 – 37 мм. Отсюда и впускной канал головки ВАЗ-21083 больше по пропускной способности горючей смеси. При установке ГБЦ (головки блока цилиндров) ВАЗ-21083 на двигатель ВАЗ-2108 придется менять впускной коллектор.
ГБЦ ВАЗ-21083 с прокладкой от ВАЗ-2108:


ГБЦ ВАЗ-2108 с родной прокладкой:


Ниже показаны различия в геометрии между прокладкамии ВАЗ-21083 и ВАЗ-2108: